Tubo senza saldatura in acciaio al carbonio API 5L X65 Rivestimento Inconel 625 Sovrapposizione saldata
Un tubo senza cuciture in acciaio al carbonio con materiale di base API 5L X65 e rivestimento con sovrapposizione di saldatura Inconel 625 è un tubo progettato ad alte prestazioni progettato per ambienti estremi,combinando la resistenza dell'acciaio al carbonio con la resistenza alla corrosione/erosione di una lega di nichel-cromo.
Specificità e caratteristiche chiave
1Materiale di base: tubi senza cuciture API 5L X65
- Grado: API 5L X65 (PSL1 o PSL2)
- Forza di produzione:65,000 psi (448 MPa) min
- Fabbricazione: laminato a caldo o tirato a freddo (senza saldature, integrità di pressione superiore).
- Applicazioni: condotte per il petrolio e il gas, tubi per tubi, sistemi idraulici ad alta pressione.
2. rivestimento: Inconel 625 sovrapposizione saldatura
- Composizione della lega (N.U.N. 06625):
- Ni (58% min), Cr (20%23%), Mo (8%10%), Nb+Ta (3,15%4,15%)
- Resistente alle crepe, alla cracking da corrosione da cloruro (SCC) e all'ossidazione fino a **1800°F (982°C).
Metodi di rivestimento:
- Rivestimento laser (precisione, bassa diluizione)
- Saldatura ad arco sommerso (SAW) o sovrapposizione GTAW (TIG)
- Spruzzo termico (meno comune per i tubi)
- Spessore: tipicamente 3 ̊5 mm (personalizzabile in base alle esigenze di corrosione/erosione).
Perché usare Inconel 625 su API 5L X65?
Resistenza alla corrosione: protegge da H2S, CO2, acqua di mare e fluidi acidi.
Resistenza all'erosione: ideale per fluidi carichi di sabbia (ad esempio, fracking, trasporto di liquami).
Performance a tempo elevato: mantiene la resistenza negli scambiatori di calore di raffinazione/petrochimico.
Costo-efficacia: più economico del tubo Inconel 625 ma offre una protezione simile.
Processo di produzione
1. Produzione di tubi: i tubi API 5L X65 senza saldatura sono fabbricati tramite perforatura/estrusione a mandrello.
2Preparazione della superficie: blasting/pulizia della superficie interna/esterna.
3. rivestimento:*Inconel 625 viene saldato strato per strato (passaggi di burro) per garantire il legame metallurgico.
4. Trattamento termico post-saldatura (PWHT): sollievo da sollecitazione facoltativo (evitato se il metallo base viene lavorato a freddo).
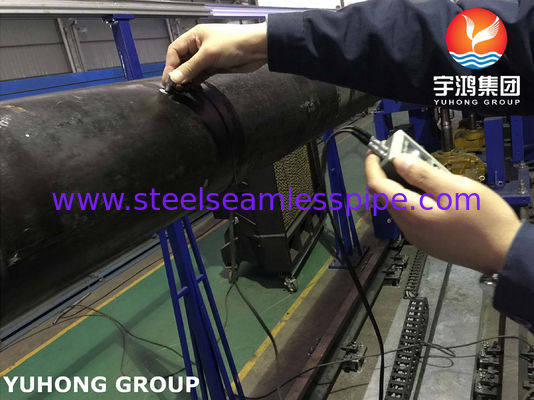
5- Ispezione:
- UT/RT per l'integrità della saldatura.
- Test di durezza (evitare la crepazione di HAZ).
- Prodotto penetrante per i difetti superficiali.
Applicazioni
- Petrolio e gas
- condotte sottomarine (coperte all'interno per il servizio acido).
- Alberi di Natale, valvole di soffocamento, risers.
- Trasformazione chimica: trasporto di acidi, rivestimenti dei reattori.
- Centrali elettriche: tubi di caldaia, sistemi di desolforazione dei gas di combustione (FGD).
- Estratti minerali: condotte a scarico con mezzi abrasivi/acidi.
Sfide e soluzioni
- Rischio di corrosione galvanica:*Isolare i tubi placcati da metalli dissimili (ad esempio, flange CS).
- difetti di saldatura: rigoroso NDT (test radiografici) per garantire l'adesione del rivestimento.
- Espansione termica: Inconel 625 (~ 13,3 μm/m°C) contro CS (~ 11,7 μm/m°C)


 Il tuo messaggio deve contenere da 20 a 3000 caratteri!
Il tuo messaggio deve contenere da 20 a 3000 caratteri!